Internship Experience at MFRL
Last year, two students from different organization join us as internship student and they have gone thru valuable experience. They are Muhammad Amirun form Politeknik Sultan Abdul Halim Muadzam Shah and Faris from UIAM. We are try our best to ensure all students who are stay at the lab, will left us with an unforgetable memories.

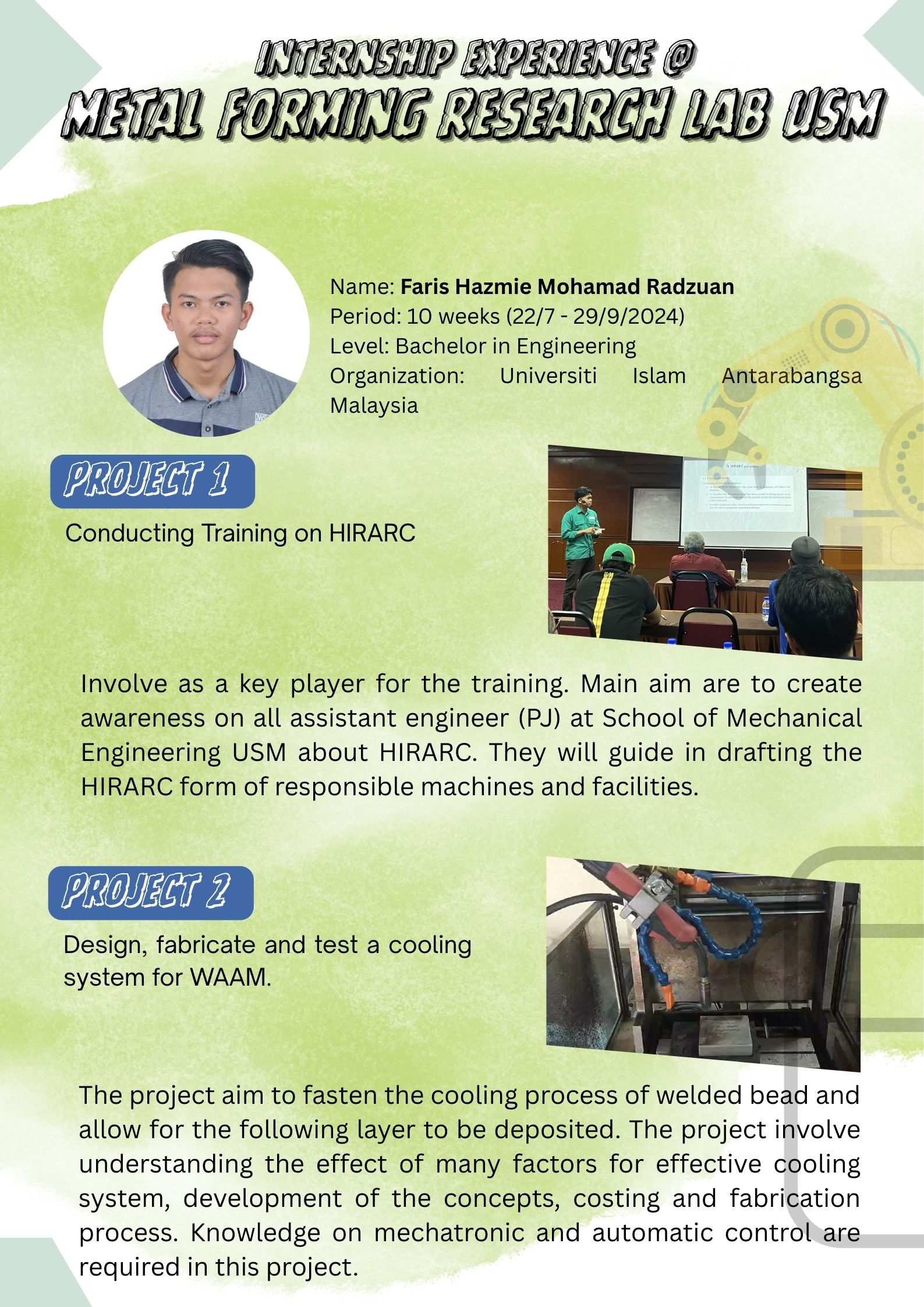
Any interested student can contact us.