Congrats Zul
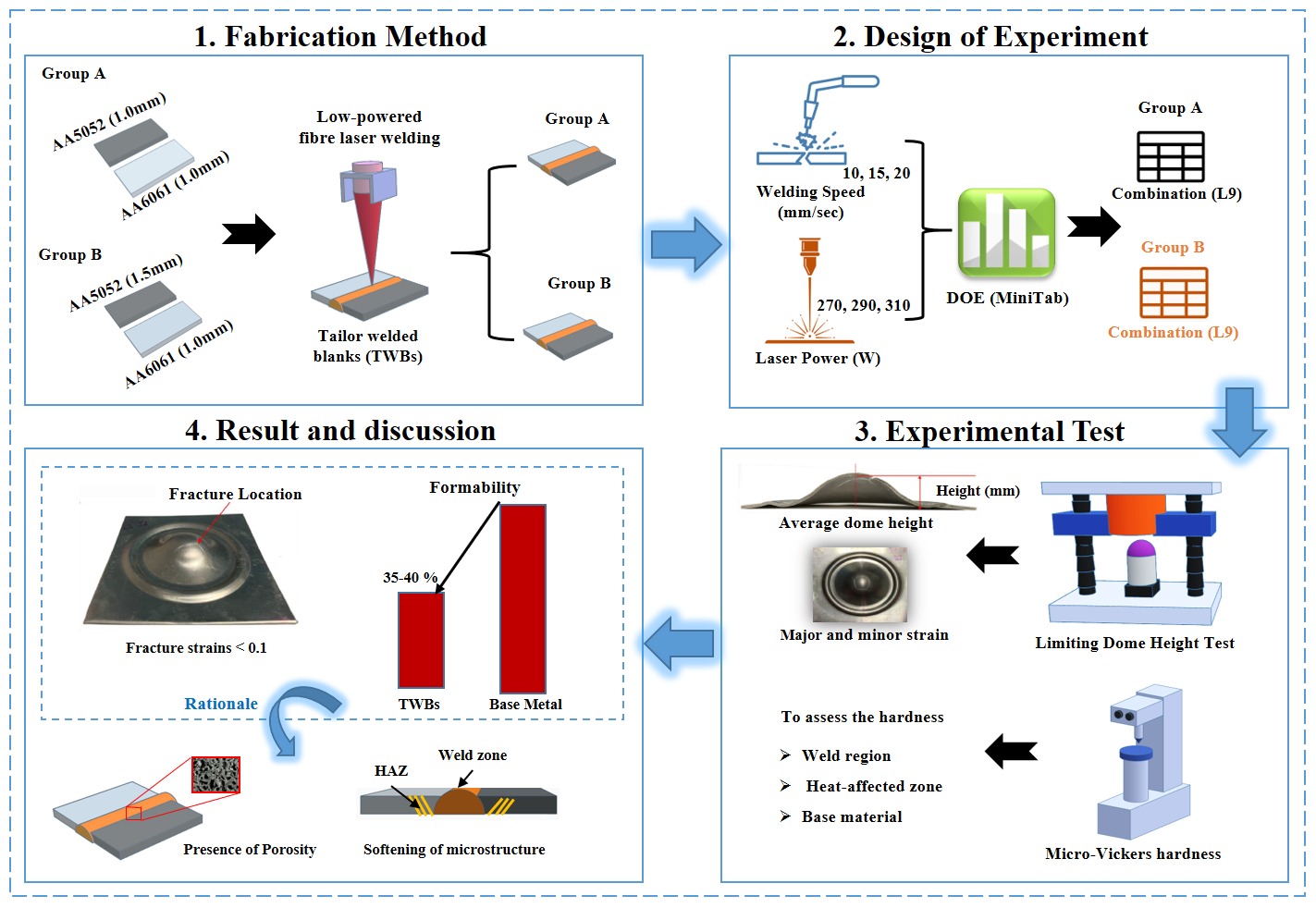
Today is a big day for Mr Muhammad Zulkhairi because of his success in his viva voce. After more than 4 hours of defense, his sacrifies paid off. Congratulation to him. The project is about development of lightweight structure by joining mild steel and aluminum using friction stir welding. His contribution is on effect of post-welding heat treatment on formability of the blank. Thank you to all examiners for constructive comments and suggestions.